Lötspitzenverbrauch effektiv reduzieren - Teil 2
Im ersten Teil unserer kleinen Miniserie haben wir die Themen Aufbau und Pflege der Lötspitze durchleuchtet. Im zweiten Teil möchten wir auf die Löttemperatur und die Auswahl der Lötspitze eingehen. Um die Löttemperatur für Ihre Lötanwendung dauerhaft senken zu können, spielt die Auswahl der passenden Lötspitze eine zentrale Rolle.
Auf die Löttemperatur achten
Die Zerstörung von Lötspitzen ist stark von der Temperatur abhängig. Je höher die Löttemperatur gewählt wird, desto schneller entstehen Durchbrüche und später häufig auch Lochfraß an der Lötspitze. Doch warum ist das so?
 Die Lötspitze ist ständig einer Sauerstoffatmosphäre ausgesetzt. Durch die Sauerstoffatmosphäre oxidiert die vorher beheizte Lötspitze und bildet eine Oxidschicht an der Oberfläche. Je nach Grad der Oxidation kann das Flussmittel die Oxidschicht nicht mehr durchbrechen.
Die Lötspitze ist ständig einer Sauerstoffatmosphäre ausgesetzt. Durch die Sauerstoffatmosphäre oxidiert die vorher beheizte Lötspitze und bildet eine Oxidschicht an der Oberfläche. Je nach Grad der Oxidation kann das Flussmittel die Oxidschicht nicht mehr durchbrechen.
Die Folge: die Lötspitze wird schlecht benetzbar.
Die Lötspitze nun schlechter benetzbar ist, neigen viele Anwender dazu die Löttemperatur zu erhöhen, um noch ein halbwegs akzeptables Lötergebnis zu erzielen. Problematisch hierbei ist die Verbrennung des Flussmittels auf der Lötspitze. Wird die Temperatur auf über 390°C erhöht, verbrennt das Flussmittel noch bevor es aus dem Lötdraht fließen kann. Schwarze Flussmittelrückstände entstehen und die Lötspitze lässt sich schlechter benetzten und nimmt kaum noch Lot an. Hier kann kurzfristig nur noch ein chemischer Lötspitzenreiniger helfen, was die Lebensdauer der Lötspitze aber nochmals stark reduziert. Um eine Degradation der Lötspitze zu vermeiden, sollte die Lötspitze nach dem Arbeitsvorgang immer mit frischem Lot benetzt werden. Zusätzlich darf die Löttemperatur niemals 385°C überschreiten.
Große Bedeutung besitzt auch die Standby-Funktion der Lötstation. Diese Funktion sollte auf eine Temperatur unter dem Schmelzpunkt des Lots (Liquidustemperatur, zu finden im technischen Datenblatt des Lötdrahts) eingestellt werden. So wird verhindert, dass das geschmolzene Lot auf der Lötspitze sich in die aufgetragene Eisenschicht der Lötspitze einbrennt und Korrosion hervorruft. Da sich der Schmelzpunkt des Lots oft zwischen 190 – 230 °C befindet, empfehlen wir Ihnen eine Standby-Temperatur von 160 - 180°C. Moderne Lötstationen von JBC, Weller und Ersa bieten diese Funktion.
Hier können Sie nicht nur die Temperatur der Standby-Funktion einstellen, sondern auch die Verzögerung des Zeitpunktes wann die Lötstation in den Standby Betrieb wechselt. Dies macht oft dann Sinn, wenn Sie den Lötkolben nur für sehr kurze Zeit (z.B. das Austauschen der Platine) in der Lötkolbenablage ablegen möchten und nicht sofort die komplette Temperatur
der Lötspitze herunterfahren möchten. Empfehlenswert ist hier keine Verzögerung einzustellen – Sie können diese aber je nach Bedarf beliebig im Minutentakt (0-9) einstellen. Wichtig ist, dass die Lötspitze nicht ständig einem Wechsel zwischen Aufheizen und komplettem herunterkühlen ausgesetzt wird. Das Deaktivieren der Standby-Funktion ist eine schlechte Idee, denn so ist die Lötspitze ständig im Vollbetrieb und nutzt sich um ein vielfaches schneller ab.
Wir halten also fest, dass:
- Die Löttemperatur unter 385°C gewählt werden sollte
- Die Standby-Funktion der Stationen zwischen 160-180°C und auf eine Verzögerung von 0 Minuten gestellt werden sollte
- Die Standby-Funktion niemals deaktiviert werden darf
Die Wahl der passenden Lötspitze
 Oft wird der Wahl zur passenden Lötspitze zu wenig Beachtung geschenkt. Möchten Sie die bestmögliche Wärmeübertragung für Ihre Lötanwendung, sollten Sie in erster Linie überprüfen wie breit die Lötstelle ist. Einer der wichtigsten Regeln zur Auswahl der passenden Lötspitze lautet: „die Lötspitze sollte mindestens so breit wie das Bauteil selbst sein.“ – nur so kann die Lötspitze die volle Wärmeübertragung auf die Lötstelle übertragen. Noch besser ist es, wenn die Lötspitze minimal breiter ist.
Oft wird der Wahl zur passenden Lötspitze zu wenig Beachtung geschenkt. Möchten Sie die bestmögliche Wärmeübertragung für Ihre Lötanwendung, sollten Sie in erster Linie überprüfen wie breit die Lötstelle ist. Einer der wichtigsten Regeln zur Auswahl der passenden Lötspitze lautet: „die Lötspitze sollte mindestens so breit wie das Bauteil selbst sein.“ – nur so kann die Lötspitze die volle Wärmeübertragung auf die Lötstelle übertragen. Noch besser ist es, wenn die Lötspitze minimal breiter ist.
Ein weiterer Faktor zur Auswahl stellt die Form der Lötspitze dar: Meißel, konisch, gebogen, gerade, mit Lötdepot – und viele mehr. Verlöten Sie Kabel oder Steckverbindungen, eignen sich in der Regel Meißel förmige Lötspitzen besonders. Für schwer erreichbare Stellen wählen Sie gebogene Lötspitzenformen. Möchten Sie große Masseflächen entlöten, eignen sich klingenförmige Lötspitzen besonders gut – diese sind meistens sehr breit und dick. Häufig haben viele Hersteller auch „High-Thermal“ Varianten im Sortiment. Diese sind etwas dicker und können mehr Wärme als herkömmliche Lötspitzen übertragen. Durch die erhöhte Wärmeübertragung können Sie Ihren Lötprozess um bis zu 40% beschleunigen, aber Achtung: zu viel Wärme kann Schäden an der Leiterplatte und/oder an den Komponenten hervorrufen.
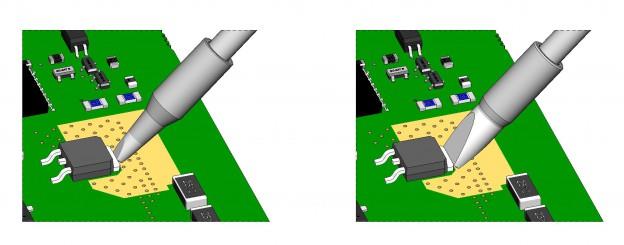
Gegenteilig verhält es sich mit zu schmalen Lötspitzen. In der linken Abbildung wird das Bauteil nur punktuell an einer viel zu kleinen Fläche erhitzt und Wärme fließt nur bedingt zur Lötstelle. Dadurch geht ein Großteil der Wärme verloren – viele Anwender neigen dann dazu die Temperatur zu erhöhen, in der Hoffnung das die stoffschlüssige Verbindung besser geschlossen wird. Dass diese Idee schlecht ist, haben wir oben im Artikel bereits erläutert.
Fazit: Wählen Sie ihre Lötspitzen immer passend zu Ihrer Lötstelle, um eine optimale Wärmeübertragung zu gewährleisten. Achten Sie unbedingt auf die Komponentengröße und ermitteln Sie, wenn möglich, den Wärmebedarf. Zu viel Wärme kann sich schädlich auswirken.
Kontaktieren Sie uns, wir helfen Ihnen gerne dabei die passende Lötstation und Lötspitze zu Ihrer Lötanwendung zu finden. Gerne richten wir Ihre Lötstation auch passend zu den Bedürfnissen Ihrer Mitarbeiter ein.
Mail: info@wetec.de
Tel: +49 21969 756 222